


DruckgussmaschineHohe Produktivität, bis zu einem gewissen Grad kann eine Mehrlochform sein; Druckgussform lebenslang, ein Paar Druckgussformen, Druckgusslegierung, Lebensdauer bis zu Hunderttausenden von Malen, sogar Millionen Mal; Leicht zu erreichende Mechanisierung und Automatisierung.
Produktartikel:
Große Kaltkammer-Druckgussmaschinen (LH-1600T)
Die Funktion der Druckgussmaschine ist ziemlich vollständig, sie kann nicht nur gewöhnlichen Druckguss durchführen, sondern auch Druckguss, Druckguss mit Formkern, kann nicht nur jede Art von Niederdruckguss, Differenzdruckguss, Der Schwerkraftguss kann nach Hinzufügen der Vakuumpumpvorrichtung auch den Vakuumsaugguss, den Vakuumdruckguss und den Vakuumextrusionsdruckguss fortsetzen. Wenn wir uns etwas mehr öffnen, können wir die halbfeste Verarbeitung kombinieren und Gesenkschmieden zur Formstrangguss- und Schmiedetechnik.


STANDARDPARAMETERTABELLE DER LH-SERIE (LH-1600 T)
PRODUKTE | EINHEIT | SPEZIFIKATION |
HYDRAULISCHER ARBEITSDRUCK | MPA | 16 |
KLEMMKRAFT | KN | 16000 |
RAUM ZWISCHEN DEN STANGEN | MM | 1250*1250 |
DURCHMESSER DER VERBINDUNGSSTANGE | MM | ¢260 |
DIE ÖFFNUNGSHUB | MM | 1200 |
EINSPRITZKRAFT (INTENSIVIEREN) | KN | 1285 |
PLUNGER-STARTABSTAND | MM | 360 |
EINSPRITZPOSITION | MM | --175 --350 |
Plungerdurchmesser | MM | ¢110----¢150 |
EINSPRITZHUB | MM | 930 |
GIESSDRUCK (INTENSIVIEREN) | MPA | 137 --- 73 |
CASTING FIANGE ÜBERSTAND | MM | 25 |
CASTING FIANGE DURCHMESSER | MM | 260 |
MAX. GUSSBEREICH UNTER 40MPA | CM2 | 4000 |
EINSPRITZGEWICHT (AL) | KG | 30.8 |
DIE HÖHE (MIN--MAX) | MM | 500 ~ 1400 |
AUSWERFERKRAFT | KN | 570 |
AUSWERFERSCHLAG | MM | 250 |
MOTORLEISTUNG | KW | 37*2 |
MASCHINENABMESSUNGEN (L*B*H) | M | 11,8*4,6*4,7 |
BEZUGSGEWICHT DER MASCHINE ZUM HEBEN | T | 90 |
KAPAZITÄT DES ÖLTANKS | L | 3000 |
PS: WIR BEHALTEN UNS DAS RECHT VOR, OHNE VORHERIGE ANKÜNDIGUNG TECHNISCHE VERBESSERUNGEN VORZUNEHMEN
Das Arbeitsverfahren der Kaltkammer-Druckgussmaschine
1. Schließen Sie die Form.
2. Gießen Sie die Metallflüssigkeit manuell oder anderweitig in die Druckkammer.
3. Der obere Stempel bewegt sich mit einer geringeren Schussgeschwindigkeit nach unten, tritt in die Presskammer ein und erreicht den Metallflüssigkeitsspiegel gerade in Kontakt damit.
4. Der Oberstempel wechselt zu einer höheren Einspritzgeschwindigkeit, um nach unten zu drücken, während sich der Unterstempel synchron mit dem Oberstempel in einem relativen Abstand mit flüssigem Metall im Mittelabschnitt nach unten bewegt.
5. Wenn sich der aktuelle Stempel während des Betriebs nach unten zur Austrittsdüsenöffnung bewegt, wird der Boden des Fallkanals gestützt, sodass der obere und der untere Stempel die Metallflüssigkeit zusammenpressen und auf die Düsenöffnung (Teil des Direktläufers) sprühen ) mit hoher Geschwindigkeit.
6. Die Metallflüssigkeit tritt in den Formhohlraum vom inneren Anschnitt durch den geraden Anguss ein, der aus Düse, Anschnittabdeckung, festem Formkegelloch und Umlenker besteht.
7. Nach dem Füllen hält der obere Stempel noch einen gewissen Druck aufrecht, bis die Metallflüssigkeit im Formhohlraum vollständig zu Druckguss erstarrt ist; der Anguss und die Metallflüssigkeit in der Presskammer werden zu einem geraden Anguss bzw. einem Restkuchen verfestigt.
8. Oberstempel heben und zurücksetzen; Gleichzeitig bewegt sich der Unterstempel nach oben, um den Restkuchen abzuschneiden, der noch mit dem geraden Tor verbunden ist.
9. Heben Sie den unteren Stempel weiter an, heben Sie den Restkuchen an die Oberseite der Druckkammer und entfernen Sie ihn manuell oder mit anderen Mitteln;
10. Der untere Stempel wird nach unten zurückgesetzt, um die Düsenöffnung zu verstopfen.
Verpackung & Versand

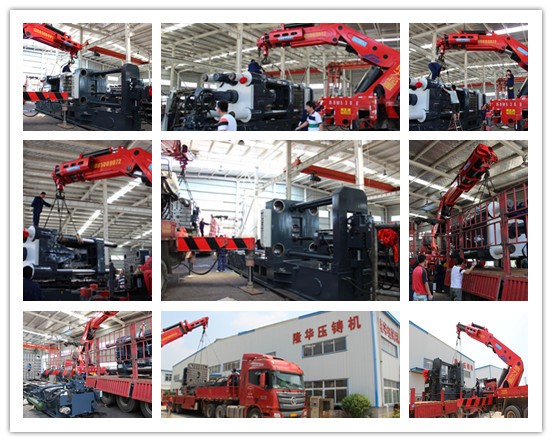
Wir produzieren seit 37 Jahren Druckgussmaschinen, unsere Produkte sind auf der ganzen Welt und wir haben reiche Exporterfahrung.
Kundendienst
Nach dem Verkauf, wenn die Druckgussmaschine in Ihrem Hafen ankommt, senden Sie Einladungen, und unsere Ingenieure reisen in Ihr Land, um Maschinen zu installieren und zu debuggen. Trainieren Sie den Bediener, bis Sie so weit gelernt haben.

Subscribe to our weekly newsletter and receive exclusive offers on products you love!
 X
X




















 Gold Supplier
Gold Supplier










